- English
- Español
- Português
- русский
- Français
- 日本語
- Deutsch
- tiếng Việt
- Italiano
- Nederlands
- ภาษาไทย
- Polski
- 한국어
- Svenska
- magyar
- Malay
- বাংলা ভাষার
- Dansk
- Suomi
- हिन्दी
- Pilipino
- Türkçe
- Gaeilge
- العربية
- Indonesia
- Norsk
- تمل
- český
- ελληνικά
- український
- Javanese
- فارسی
- தமிழ்
- తెలుగు
- नेपाली
- Burmese
- български
- ລາວ
- Latine
- Қазақша
- Euskal
- Azərbaycan
- Slovenský jazyk
- Македонски
- Lietuvos
- Eesti Keel
- Română
- Slovenski
- मराठी
- Srpski језик

Acasă > Produse > Teava de otel sudata > Țeavă de oțel sudată cu cusătură dreaptă > Conducta sudata longitudinala


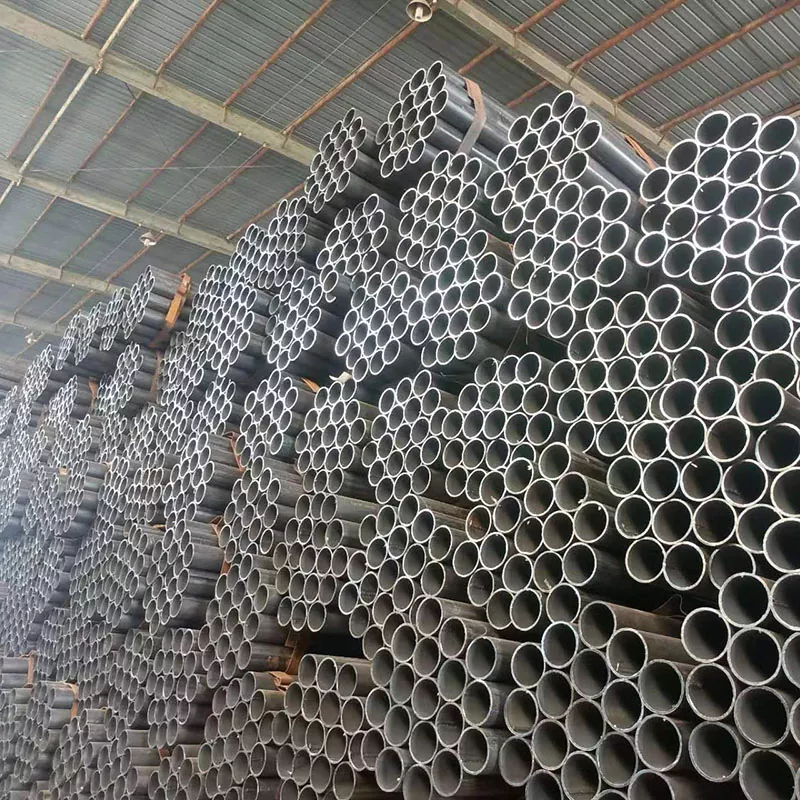


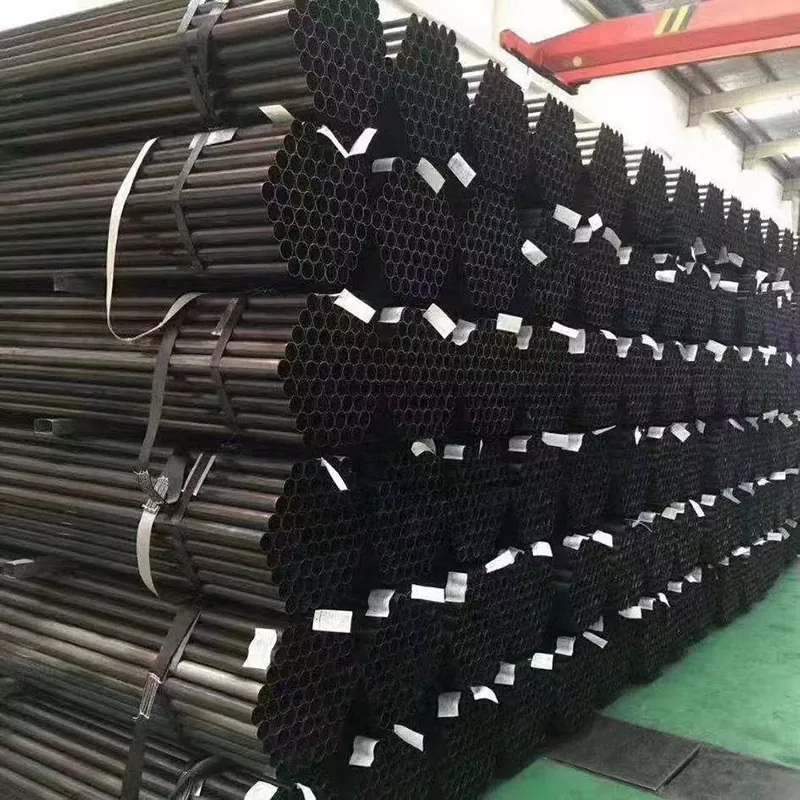
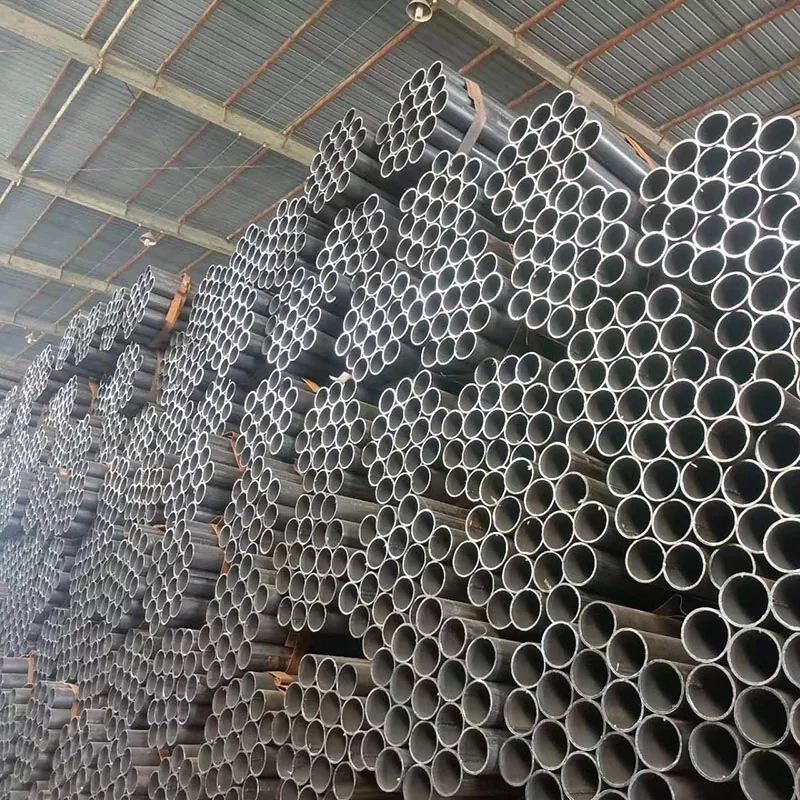
Conducta sudata longitudinala
Țeava sudată longitudinală produsă de producătorul Xinlida este o placă de oțel sau o bandă de oțel laminată, sudată într-o linie dreaptă prin tehnologia de sudare (cum ar fi sudarea de înaltă frecvență sau sudarea cu arc scufundat) pentru a forma o structură tubulară. În comparație cu țeava de oțel fără sudură, procesul de producție a țevii de oțel cu cusătură dreaptă este simplu și costul este scăzut, dar rezistența țevii de oțel fără sudură poate fi mai mică decât cea a țevii de oțel fără sudură.
Trimite o anchetă
Descriere produs
Procesul de fabricație a țevii sudate longitudinale urmează procesul de bază de „pretratare a materiei prime-formare-sudare-finisare”, iar fiecare pas se învârte în jurul preciziei și controlului rezistenței. Metoda cuprinde următorii pași de: în primul rând, pregătirea materiilor prime, selectarea unei benzi de oțel laminate la cald sau a unei plăci bobină ca material de bază, tăierea benzii de oțel într-o mașină de lățime, apoi efectuarea cerințelor de tăiere a țevilor într-o mașină de lățime tratament de nivelare și antirugină pentru îndepărtarea solzilor de oxid de suprafață și a impurităților pentru a evita afectarea calității sudurii; și apoi intră într-o etapă de formare, în care banda de oțel este îndoită treptat într-un semifabricat de tub rotund deschis (sau semifabricat de tub pătrat sau dreptunghiular) printr-o mașină de formare continuă cu role, astfel încât să se asigure că marginile semifabricatului tubului sunt aliniate și curbura este uniformă și să pună o bază pentru sudarea ulterioară.

După formare, semifabricatul tubului intră imediat în legătura de sudură, iar curentul principal adoptă sudarea prin inducție de înaltă frecvență sau sudarea cu arc: sudarea de înaltă frecvență folosește inducția electromagnetică pentru a încălzi rapid marginea semifabricatului tubului la o stare topită, iar apoi sudarea este finalizată prin apăsarea rolei de extrudare, iar rezistența metalului de bază este aproape; sudarea cu arc este potrivită pentru tuburile cu pereți groși, iar conexiunea se realizează prin umplerea bazinului topit cu un electrod sau un fir de sudură. După sudare, inspecția sudurii (cum ar fi inspecția cu ultrasunete și raze X) trebuie efectuată pentru a elimina defectele precum porii și fisurile, calibrarea diametrului țevii prin dimensionarea mașinii, tăierea corectă a suprafeței și tăierea finală a mașinii. prelucrarea și tratamentul anticoroziv (cum ar fi galvanizarea și vopsirea) pentru a forma în sfârșit produse de țevi sudate drepte calificate.


Hot Tags: Țeavă sudată longitudinală din China
Categorie aferentă
Trimite o anchetă
Vă rugăm să nu ezitați să trimiteți întrebarea dvs. în formularul de mai jos. Vă vom răspunde în 24 de ore.





